J & K INDUSTRIES
11, Premsons Industrial Estate, Tahira Compound, Caves Road, Jogeshwari (East), Mumbai - 400060.
JK-ZH-017 [H]
ZERO-HALOGEN LOW SMOKE FLAME RETARDANT COMPOUND
PRODUCT DESCRIPTION:
JK-ZH-017 [H] is a Zero Halogen Low Smoke, Flame Retardant & UV Stabilized Thermoplastic RoHS compliance Compound,
polyolefin based for Flexible Insulation Sheathing Compound for Power & Telecommunication cable.
SPECIFIC TION: SHF1 IEC 60092 - 359 LTS 1, 2 & 3 BS 7655 IEC 60332-1/2
JK-ZH-017 [H] provides following properties
• Good abrasion resistance
• Excellent mechanical properties
• Long-term reliability & UV stability
• Excellent flame retardancy & low smoke
• Smooth Finish
KEY FE TURE:
Properties
Test Method
Units
Value*
Colour
Natural
Natural
Natural
Shape
Cylindrical
Cylindrical
Cylindrical
Size
3mm
3mm
3mm
Melt Index @ 21.6 Kg. 160°C
ASTM D 1238
gm/10 min
11.5
Density
ASTM D 792
gm/cc
1.47
Tensile Strength
ASTM D 638
N/mm²
12
Elongation
ASTM D 638
%
200
Smoke Density Rating
ASTM D 2843
%
4
Variation of Tensile Properties after Heat Ageing
at 100±2°C for 168 Hrs.
% Variation TS
ASTM D 638
%
+ 5
% Variation EL
ASTM D 638
%
- 18
Hardness
ASTM D 2240
Shore ‘D’
49
Limiting Oxygen Index
ASTM D 2863
% O²
33
Processing Parameters:
JK-ZH-017 [H] range of compounds are designed to perform on extruder with
Low compression ratio screws meant for PE extrusion. However it can also be
used on PVC extruder with limitation on output. The recommended
temperature for extruding JK-ZH-017 [H] compound is in the range of 115°C to
145°C for barrel and 150°C for cross head and die. Extra caution must be
exerted to see that the processing temperature does not exceed 175°C which
will result in degradation of the material. Pre-drying of the compound is
recommended at 70°C for 2 hours to obtain smooth processing of the cable
and attaining good surface finish on the cable.
Colorability
JK-ZH-017 [H] is a Colorable Compound with PE/EVA base master batch.
Packaging & Storage:
JK-ZH-017 [H] compounds are free flowing pallets and are packed in securely
sealed laminated PP bags with liner to protect against moisture.
The standard packing is 25 kg per bag.
It is recommended to store the material away from direct sunlight and cool
and dry place.
Shelf Life:
Shelf Life of the compound is 12 months from the date of manufacture.
Product alteration may occur due to extended period of storage
Technical Assistance:
Our experienced technical team will be available for assistance on request.
11, Premsons Industrial Estate, Tahira Compound, Caves Road, Jogeshwari (East), Mumbai - 400060.
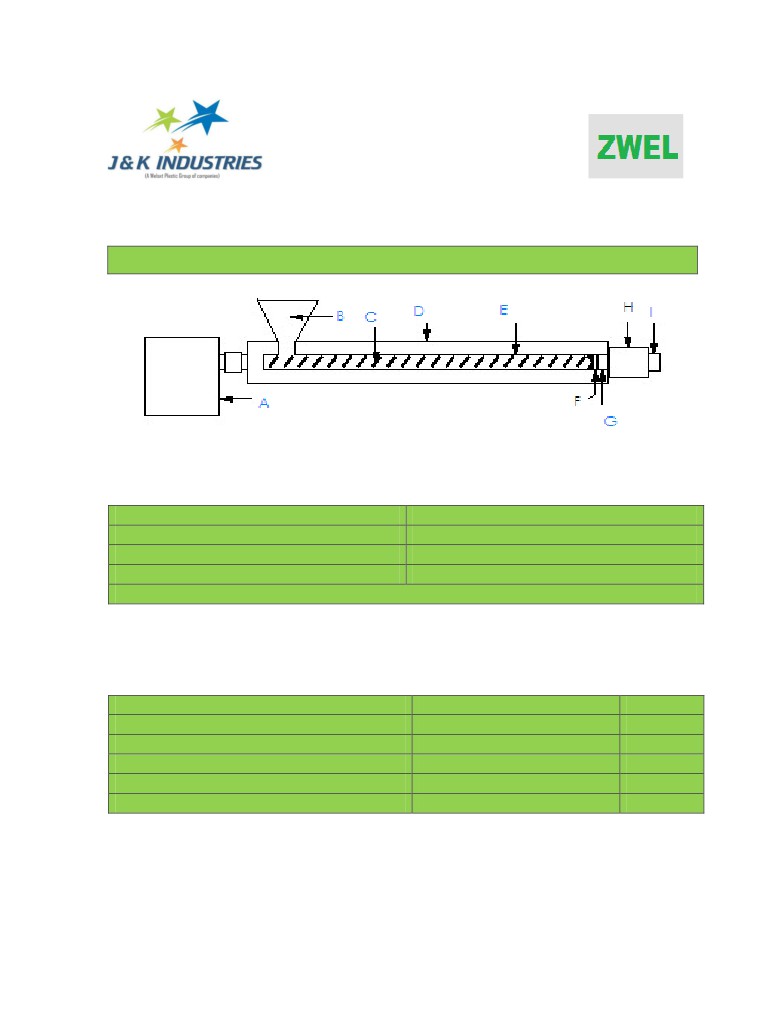
EXTRUSION PROCESSING GUIDE
[LOW COMPRESSION RATIO SCREW]
A - Drive
F- Screen Box
B -Feed
G - Breaker Plate
C - Screw
H - Die Body
D - Barrel Heater Zones
I - Die Head
E - Barrel Liner
TEMPERATURE SETTINGS
Extrusion
Nominal Value
Unit
Cylinder Zone 1 Temp.
115 ± 5
°C
Cylinder Zone 2-3 Temp.
120 ± 5
°C
Cylinder Zone 4-5 Temp.
130 ± 5
°C
Melt Temperature
140 ± 5
°C
Die Temperature
145 ± 5
°C
11, Premsons Industrial Estate, Tahira Compound, Caves Road, Jogeshwari (East), Mumbai - 400060.